
When an application calls for high forces and heavy loads, hydraulics is usually the choice, but motion controllers provide the necessary precision and safety.
By Richard Meyerhoefer, International Sales Manager, Delta Computer Systems, Battle Ground, Wash.
 Hydraulics is the go-to technology when applications demand high forces and equipment must lift heavy loads. But it is essential to precisely harness that power to prevent harm to workers and machinery. Engineers at Western Forest Products (WFP) of Vancouver, British Columbia, turned to an advanced motion-control system to avoid such headaches and ensure safe and trouble-free operation.
Hydraulics is the go-to technology when applications demand high forces and equipment must lift heavy loads. But it is essential to precisely harness that power to prevent harm to workers and machinery. Engineers at Western Forest Products (WFP) of Vancouver, British Columbia, turned to an advanced motion-control system to avoid such headaches and ensure safe and trouble-free operation.
The company’s mill in Ladysmith, B.C., uses two powerful, 31-ft long hydraulic cylinders with a load capacity of 50 tons to lift bundles of hemlock, Douglas fir and red cedar logs out of the adjoining bay.
The cylinders connect to a pair of lifting arms, which attach to either side of a large cradle. The cradle raises the log bundles in an arc onto the elevated log deck where the mill operates. Both lifting arms must move in unison, or off-center forces could damage the cradle, halt production and necessitate costly repairs.
Controls upgrade
To improve the reliability of the log-lifting operation, mill managers approved a recommendation from Cory Wilson, WFP’s electrical supervisor and Jarrad Astren, maintenance reliability engineer, to upgrade the motion control system operating the arms. “We used to control the arms with a circa 1986 PLC operating a linear positioning module, but it was difficult to ensure the arms moved in unison,” said Wilson. “The old system was installed 20 years ago and there was a lot of corrosion in the mechanical and electrical parts. We wanted to update the new equipment using rigid pipe and stainless steel to protect from the corrosive effects of saltwater. We also wanted a motion control solution that would precisely synchronize the motion of the arms.”

A hydraulic-powered cradle lifts logs out of the bay and onto a
Workers had previously installed several new machines in the mill which used motion controllers made by Delta Computer Systems of Battle Ground, Wash., and sold by PQ Systems, Delta’s distributor in Burnaby, B.C., with good results. And troubleshooting the Delta units proved to be much easier than other control systems that were used in the past.
To manage the synchronization of the hydraulic arm lifting cylinders, Delta Computer Systems RMC motion controllers have a built-in axis synchronization function, whereby the motion of one axis can be precisely linked electronically to that of another. For this application, Wilson chose the eight-axis RMC150 electro-hydraulic motion controller.
Synchronized movements
The motion controller manages the lifting cylinders using position data obtained from magnetostrictive linear displacement transducers (MLDTs) mounted in smaller 30-in. following cylinders. Each following cylinder mounts on the lifting arm below a main lifting cylinder. By reading position information from the MLDTs and factoring in the size ratio between the smaller and larger cylinders, the motion controller precisely calculates the required position of the main cylinders.
The Delta RMC150 also connects to pressure sensors mounted in the large cylinders that allow the motion controller to monitor the hydraulic pressure and display it on the bundle lift’s human machine interface (HMI).
“We’re just monitoring the pressure right now, but in the future we could use this pressure information to weigh the log bundle,” said Wilson. To precisely control cylinder extension, the RMC150 drives two proportional servovalves, with each valve controlling one main lifting cylinder.

Delta’s RMC150 can simultaneously control up to eight motion axes.
The RMC150 precisely synchronizes motion operations. When one cylinder moves, the other will as well. If an axis should lag too much, the controller will stop the motion. “This automatic control gives us a huge advantage,” Wilson explained. “The lifting arms can deviate a maximum of 9 or 10 inches at the end of the arm without doing damage to the log carriage, so we designed the new lifting system to keep the ends of the bundle lift to within 4 or 4.5 inches of each other. At the following cylinders, this corresponds to an MLDT transducer reading target range of about ½ in.”
The log carriage will raise and lower at different speeds depending on the load, and the amount of force required to move the bundle lift changes depending on the angle of the arms. Though the speed may change, arm motion is continuously synchronized.
In addition to the main lifting arms, the Delta motion controller handles a third motion axis that controls a secondary piece of equipment that lifts logs, one at a time, from the log deck onto the belt that feeds into the mill. To control this axis, the RMC150 gets position inputs from an MLDT embedded within another following cylinder, to control oil flow in this cylinder via another hydraulic servovalve. Because one RMC150 can handle up to eight motion axes simultaneously, it was no problem for the same controller to handle the bundle lifting arms and the log lifting arm all moving at the same time.
Temperature compensation
Three hydraulic units, containing a total of ten 50-hp motors, supply high-pressure fluid to the bundle lift equipment. Because the properties of hydraulic fluid can change with temperature, the system can react differently to the same control inputs in different environmental conditions. To minimize these effects, one of the other changes that Wilson made in the system upgrade was to install analog temperature sensors in all the hydraulic power units—giving the PLC the ability to monitor temperatures and control the hydraulic pumps.
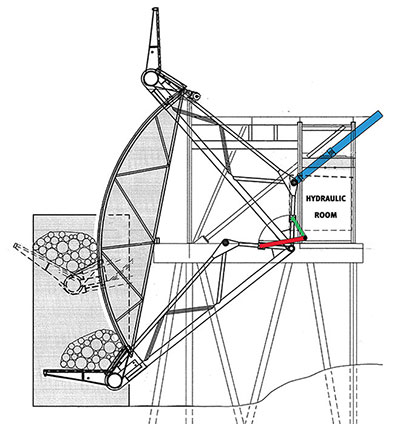
Two 31-ft long cradle-lift cylinders must be precisely synchronized to prevent jams.
An HMI displays hydraulic oil temperature, tank level and pump current on each motor, so the operator can observe any differences between readings and take any necessary action. “We can now tell exactly which pump may be having a problem with a quick glance,” Wilson said.
“Being able to monitor the condition of the equipment on the fly using the Delta controller has helped streamline our maintenance routines. We now catch hydraulic issues before the equipment fails and can act preventatively rather than reactively,” Astren added.
The WFP engineering team developed the bundle lift’s HMI. The Delta controller makes all key system parameter values available via EtherNet/IP for reading by an external PLC, which in turn takes the information and displays it on the operator screen.
WFP’s controls team used Delta Computer Systems’ RMCTools software to program the motion. It includes a powerful Plot Manager tool that displays the difference between target and actual motion parameter values in real time, and a Tuning Wizard that simplifies the task of setting the gain factors used in closed-loop control.
“We saw that in certain areas of the stroke the arms had trouble lifting the load, but we found that we could simply plug new control-loop gain coefficients into the system to get it to work perfectly,” noted Wilson. “RMCTools allowed us to do tuning on the fly.”
The bundle lift controls have now been designed so that the lifting arms will stop if they ever get out of alignment. To reset movements, the operator gives a start command, the motion controller puts the arms back into alignment and then the cycle resumes.
Delta Computer Systems
deltamotion.com
Filed Under: Fluid Power World Magazine Articles, Slider